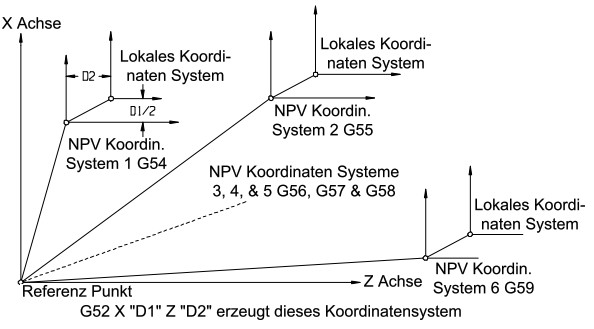
Lokales Koordinatensystem G52
Der Befehl G52 ist ähnlich dem G50. Anstatt der aktuellen Position wird beim G52 der Nullpunkt
des aktuellen Werkstück-Koordinatensystem benutzt.
Bemerkungen:
1. G52 ist Modal, das bedeutet, dass alle gesetzten Koordinaten-Systeme davon betroffen sind.
2. Zur Abwahl von G52 geben Sie ein: G52 X0 Z0
3. G52 Offsets werden nicht durch die Achsen-Position beeinflusst. G50 Offsets werden
durch die Achsen-Position beeinflusst
4. G52 Offsets werden zu Null gesetzt nach: Einschalten der Maschine, Ref-Fahrt, nach jedem
G50 Befehl, beim Start eines Programms