Freier Nullpunkt G50
Mit G50 wird ein freies Werkstück-Koordinaten-System eingerichtet. G50 wird ausserdem für
die Drehzahlbegrenzung bei konstanter Schnittgeschwindigkeit verwendet
G50 X.... Z..... erstellt ein neues Werkstückkoordinatensystem mit den Werten 0,0 in dem
eingegebenen Abstand von der Werkzeugspitze. Der X-Wert ist ein Durchmesser Wert.
Beispiel 1:
Bewegen Sie die Werkzeugspitze auf die Kante eines Werkstückes mit Dia 75 mm. Geben
Sie dann ein G50 X75 Z0. Unabhängig von der angezeigten Position erhalten Sie einen neuen
Null-Punkt bei dem das Zentrum des Teiles X0 und die Planfläche Z0 ist.
Beispiel 2:
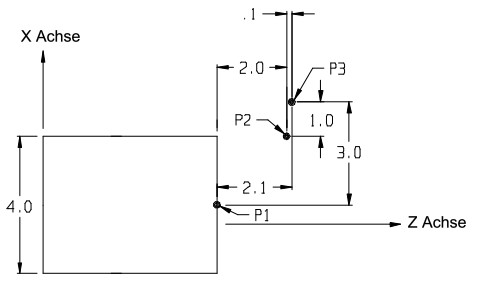
Bewegen Sie die Achsen auf den Punkt P2 ( X4 Z2 ) und geben ein G50 X0 Z0 werden die
Achsen mit dem Befehl X2 Z1 auf den Punkt P3 positioniert. Positionieren Sie auf P1 und
geben ein G50 X-4 Z-2 wird bei dem nächsten Befehl X2 Z1 wiederum auf P3 positioniert.
Bemerkungen:
1. G50 sollte nicht bei aktiver Kompensation ausgeführt werden. Die Steuerung sollte in G40 sein
2. Die Verschiebung mit G50 wird auf alle aktiven Werkstückkoordinaten-Systeme übertragen.
Wird dies nicht gewünscht. Muss für ein neues aktives Werkstück-System ein neuer G50
eingegeben werden. G50 Offsets werden beim Einschalten der Maschine und Ref-Fahrt
auf Null gesetzt.
3. Beim Einschalten und Start eines neuen Programms ist immer G54 aktiv
4. Alle Beispiele im Handbuch verwenden Z0 an der Planfläche des Werkstücks
5. G50 Befehle in einem Programm sind innherhalb des Programms aktiv. Wird ein Programm
beendet wird der Offset der bei programmstart aktive war wieder gesetzt
6. G50 Befehle in einem Unterprogramm oder in einer Subroutine sind nur hierin aktiv. Nach
Ende des Unterprogramms werden die Offsets wieder hergestellt, die vor Aufruf des Unter-
programms aktiv waren
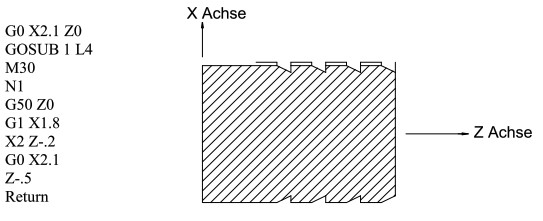
Beispiel: