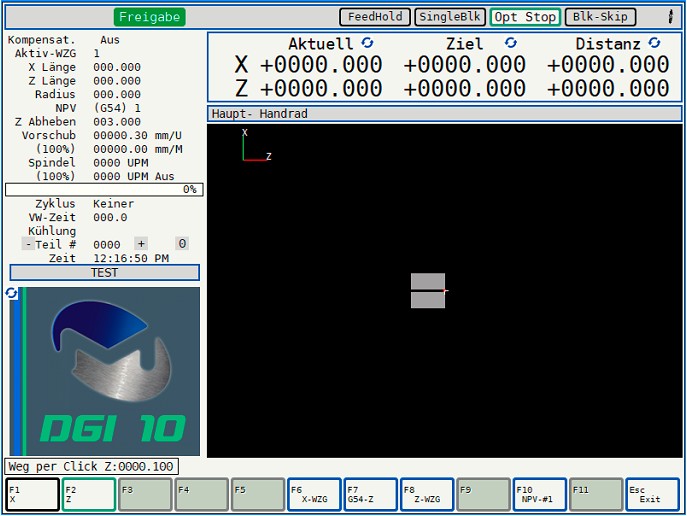
F3 Handrad
Bewegen der Achsen über die elektronischen Handräder zur Aufnahme von Nullpunkten und zum
Ermitteln von Werkzeuglängen. Die Schrittgrösse kann über den Vorschub-Poti verändert werden.
ML Zyklendrehmaschine - Beide Handräder am Schlosskasten sind aktiv und die Achsen können mit Hilfe dieser Handräder verfahren werden.
Funktionen:
F1 Drücken Sie F1 X, wenn Sie die X-Ache verfahren wollen
F2 Drücken Sie F2 Z, wenn Sie die Z-Ache verfahren wollen
F6 Übernahme der Werkzeug-Offsets in X
Haben Sie mit einem Werkzeug den Referenzdurchmesser in X angetastet, so kann jetzt die
Werkzeuglänge durch drücken von F6 X-WZG und Eingabe der Position übernommen werden
F7 Übernahme des Werkstück-Nullpunktes 1 ( G54 = NPV-1 )
Durch drücken dieser Taste wird automatisch der Werkstück-NP für die ausgewählte NPV gesetzt.
F8 Übernahme der Werkzeug-Offsets in Z
Haben Sie mit einem Werkzeug die Referenzkante in Z angetastet, so kann jetzt die
Werkzeuglänge durch drücken von F7 Z-WZG und Eingabe der Position übernommen werden
F10 Auswahl der Nullpunktverschiebung
Schalten Sie mit dieser Taste auf die gewünscht Nullpunktverschiebung ( 1- 6 )
ESC - Beenden des Menüs