Werkstückkoordinaten G54-G59
Diese Werkstück-Koordinaten-Systeme werden über das Bedienfeld in die Parameter
Koordinaten eingegeben. Die Masse des Koordinaten-Nullpunktes sind immer relativ
zum Nullpunkt des G50.
Zur Eingabe eines Nullpunktes gehen Sie in Parameter-Koordinaten.
Die Werkstück- Nullpunkte ( oder Offsets ) sind Parameter, die alle Koordinaten relativ
zum Referenz-Punkt ( Maschinen-Nullpunkt ) verschieben.
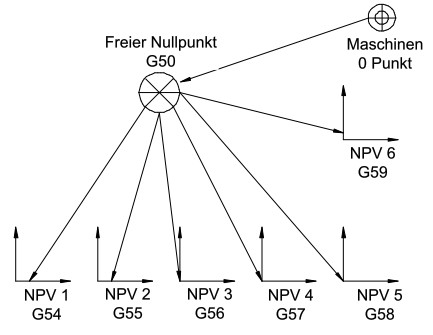
G55 X1 Z1 geht auf die Position X1 Z1 in der NPV 2
G59 X1 Z1 geht auf die Position X1 Z1 in der NPV 6
G54 ist die aktive NPV beim Einschalten der Maschine
Note 1: G54-G59 werden beim Einschalten der Maschine nicht auf Null gesetzt
Note 1: Für Nullpunktaufnahme und Werkzeuglängen vermessen sehen Sie