Manuelle Handradbearbeitung F9 - F10 WZGe vermessen
Mit dieser Funktion können sie Ihre Werkzeuge abnullen ( Siehe auch Hauptmenü Handrad )
Ist die Maschine mit einem Revolver mit 8 Positionen ausgerüstet, ist das erste Werkzeug
in der Regel das Nullwerkzeug zur Bestimmung des Nullpunktes in Z.
( Siehe Parameter-CTRL: Handwheel G5x on Tool 1 only = yes )
Alle folgenden Werkzeuge beziehen sich mit den Längenkorrekturwerten auf dieses Werkzeug
und werden bei einer Nullpunktverschiebung entsprechend mit verschoben.
Für das Tool Setting gibt es 2 Varianten, die in den Misc Parametern eingestellt werden
1. Current Tool ( aktuell gewähltes Werkzeug )
Ist die Maschine mit einem 8-fach Revolver ausgestattet, so können in diesem Fall nur die Werkzeuge
1 - 8 mit den entsprechenden Korrekturwerten von 1 - 8 belegt werden, es erfolgt keine Abfrage der
Werkzeugnummer )
2. Any Tool ( jedes beliebige Werkzeug ( Korrekturwert ) zwischen 1 und 99 )
Ist diese Option ausgewählt, kann dem aktuell gewählten Werkzeug jede Korrekturnummer
bis 99 zugeordnet werden.
In der Praxis bedeutet das, dass Sie zusätzliche Werkzeuge, die in Ihren Haltern verbleiben sollen,
entsprechend nummeriert im Schrank aufbewahren.
Sie haben ein neues Werkzeug mit 15 markiert und dieses soll nun im Revolver auf Position 8
zum Einsatz kommen. Setzen Sie das Werkzeug ein und ordnen Sie ihm beim Einmessen die
Werkzeugnummer 15 zu.
Für die Bearbeitung wird im Programm mit WZG ( F6 ) über Werkzeugwechsel das WZG 8
gewählt und alle technologischen Werte in den Eingabefeldern hinzugefügt ( Drehzahl usw ).
Über einen weiteren WZG- Aufruf wird nun im Eingabefenster über die Auswahl "Offset-Aufruf"
das Werkzeug 15 eingegeben.
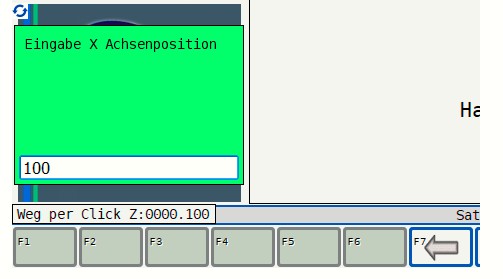
Tasten Sie mit Ihrem Werkzeug den Referenz-Durchmesser und wählen Sie F9 X-WZG um die
Position des Werkzeuges zu übernemen:
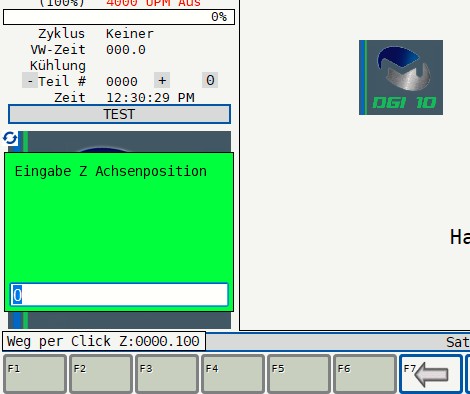
oder tasten Sie die Stirnfläche an und wählen Sie anschliessend F10 Z-WZG um die Position
zu übernhemen: