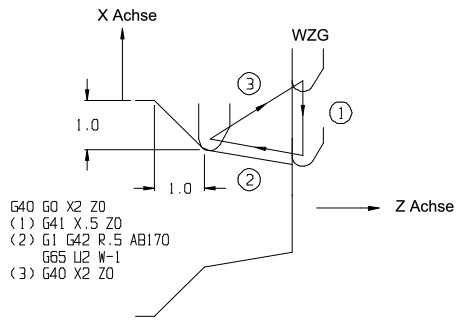
Start und Ende Schneidenradiuskompensation
Mit dem Befehl G65 in einem Satz mit Koordinaten werden diese Koordinaten für die Kompensation
benutzt aber keine Bewegung der Achsen durchgeführt.
G65 X.... Z.... die Achsen werden nicht bewegt
G65 erlaubt die Kompensation an einem bestimmten Punkt aufzurufen und abzuwählen, ohne
zusätzliche Achsabewegungen durchzuführen.
Mit G65 können ausserdem mit der Adresse P ander Programme aufgerufen werden
Beispiel: G65 P4371 ( ruft Programm # 4371 )
Um Argumente an das Programm zu übergeben, können weitere Adressen an den Satz
angehängt werden: Beispiel:G65 P1402 A500
( ruft Programm # 1402 und setzt Parameter #1 auf 500 und Parameter # 16 auf 1402 )
Die Adressen beziehen sich auf folgende Parameter:
Adressen Parameter #
A 1
B 2
C 3
. .
. .
X 24
Y 25
Z 26
Bemerkungen:
Adressen G, H, M, und T übergeben keine Argumente an aufgerufene Programme.
Die Adresse P weist ihren Werte dem Parameter #16 zu
Ist das Programm Pxxxx nicht vorhanden, erscheint eine Fehlermeldung
Das aufgerufene Programm ist ein gerundeter Wert der Adresse P.
Beispiel: G65 P12.75 ruft Programm 13
Ist keine Adresse P im Satz wird, wird als Satz ohne Bewegung behandelt