Referenzpunkte anfahren G28 ⁄ G29 ⁄ G30 über Zwischenposition
Freie Referenzpunkte ( feste Positionen ) G28 ⁄ G29 ⁄ G30 anfahren ( in den Koordinaten-
Parametern relativ zum Maschinen-Nullpunkt gesetzt )
Anwendung allgemein für Werkzeug- oder Werkstückwechsel
Die Bewegung wird im Eilgang ausgeführt.
Ein G28 oder G30 ohne Achsendefinition hat keinen Effekt.
Befehlsformat:
Referenzpunkt G28 gesetzt auf X-10 Z-0.1
G28 ( keine Bewegung )
X1 Z-2 ( X1 Z-2 )
G28 X3 ( X3 Z-2 dann X-10 relativ zum Maschinen-Nullpunkt )
X-3 Z-8
G28 Z-7 ( X-3 Z-7 dann Z-0.1 relativ zum Maschinen-Nullpunkt )
G29 ( Z auf -7 )
Der Befehl G29 ist die Umkehr von G28. Der Befehl G29 fährt die Achsen auf einen
programmierten Punkt über die die Zwischenposition, die vorher in G28 eingegeben wurde.
Befehlsformat:
G29 X..... Z.....
programmierter Punkt
Wenn nur G29 programmiert wird, fährt nur die Achse die im vorausgegangenen G28 ⁄ G30
angesprochen wurde, auf die Zwischenposition.
Beispiel für G28 und G29
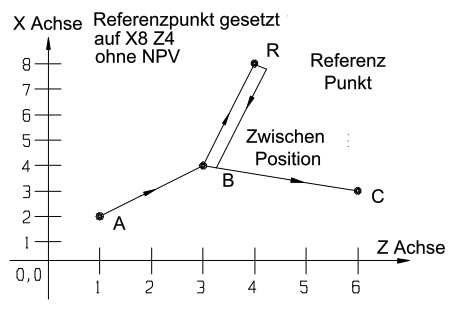
X2 Z1 Punkt A
G28 X4 Z3 Punkt B dann Punkt R
G29 X3 Z6 Punkt B dann Punkt C
G30: 2ter, 3ter und 4ter Referenzpunkt
Diese Funktion arbeitet genau wie G28. Sie stellt drei weitere Referenzpunkte zur Verfügung.
Befehlsformat:
G30 P2 X..... Z.....
G30 P3 X..... Z.....
G30 P4 X..... Z.....
Ref. Punkt Zwischenposition
Wird P nicht definiert, wird automatisch P2 angenommen. P kleiner 1 und grösser 5 sind
illegal.